Wideo
Rury stalowe bez szwu do transportu cieczy

| Materiał produktu | 10/20/Q345B-CDE/Q460-CDE |
| Specyfikacja produktu | |
| Produkt stosowany standardowo | PL/T8163-2018 |
| Status dostawy | |
| Opakowanie gotowych produktów | Opakowanie sześciokątne pasa stalowego/folii plastikowej/worek tkany/opakowanie zawiesia |
Proces produkcji produktu
Pusta rurka

Kontrola (detekcja widmowa, kontrola powierzchni, kontrola wymiarowa i badanie makro)
Piłowanie
Perforacja
Badanie termiczne
Marynowanie
Kontrola szlifowania
Marynowanie
Smarowanie
Ciągnienie na zimno (dodanie procesów cyklicznych, takich jak obróbka cieplna, trawienie i ciągnienie na zimno, powinno podlegać szczegółowym specyfikacjom)
Wyżarzanie lub ciągnienie na zimno lub odprężanie lub wyżarzanie całkowite (wybierane zgodnie z wymaganiami klienta)
Test wydajności (właściwości mechaniczne, test siły uderzenia serii Q345 i Q460 zgodnie z wymaganiami klienta)

Prostowanie
Cięcie rur
Kontrola produktu

Zanurzenie w oleju antykorozyjnym
Opakowanie

Magazynowanie
Sprzęt do produkcji wyrobów
Maszyna do cięcia/piłowania, piec z belką pokroczną, perforator, precyzyjna maszyna do ciągnienia na zimno, piec do obróbki cieplnej i maszyna do prostowania

Sprzęt do testowania produktów
Mikrometr zewnętrzny, mikrometr rurowy, czujnik średnicówki, suwmiarka noniuszowa, detektor składu chemicznego, detektor widmowy, maszyna do badania wytrzymałości na rozciąganie, twardościomierz Rockwella, maszyna do badania udarności, defektoskop prądów wirowych, defektoskop ultradźwiękowy i maszyna do badania hydrostatycznego

Zastosowania produktu
Transport normalnych płynów

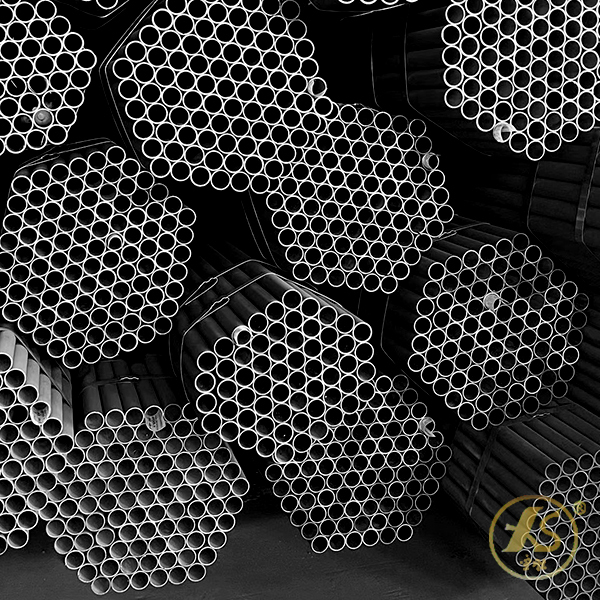
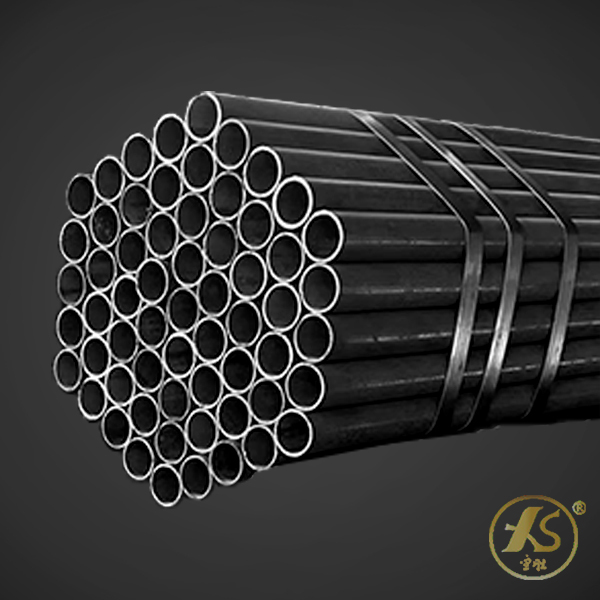
Opakowanie rur bez szwu ze stali węglowej
Plastikowe zaślepki zaślepione z dwóch stron końców rur
Należy unikać uszkodzeń spowodowanych taśmą stalową i transportem
Połączone elementy powinny być jednolite i spójne
Ta sama partia rur stalowych powinna pochodzić z tego samego pieca
Rura stalowa ma ten sam numer pieca, ten sam gatunek stali i tę samą specyfikację